Eine Biogasanlage ist eine technische Einrichtung zur anaeroben Behandlung organischer Abfälle und Abwässer, bei der unter Sauerstoffausschluss Biogas produziert wird. Dieses Biogas, das hauptsächlich aus Methan (CH₄) und Kohlendioxid (CO₂) besteht, wird anschließend zur Energieerzeugung genutzt. Der anaerobe Prozess ermöglicht die Verwertung von organischen Stoffen aus Abwässern, wie z.B. Schlämmen aus der Lebensmittelindustrie, Molkereien und der Zuckerindustrie. Die Nutzung von Biogasanlagen bietet Unternehmen nicht nur eine nachhaltige Entsorgungslösung, sondern auch eine Möglichkeit, ihre Energieautarkie zu erhöhen und Betriebskosten zu senken.
Inhaltsverzeichnis
Funktionsweise einer Biogasanlage
Der Betrieb einer Biogasanlage basiert auf dem anaeroben Abbau von organischen Substanzen durch Mikroorganismen. Der Prozess erfolgt in einem geschlossenen anaeroben Reaktor, in dem unter Ausschluss von Sauerstoff verschiedene Bakteriengruppen die organischen Abfälle schrittweise zersetzen. Der Abbau verläuft in mehreren Phasen:
-
Hydrolyse: Hier werden komplexe organische Stoffe wie Kohlenhydrate, Proteine und Fette in kleinere Moleküle zerlegt.
-
Acidogenese: In diesem Schritt produzieren Mikroorganismen aus den abgebauten Substanzen flüchtige Fettsäuren, Alkohole und Gase wie Wasserstoff und Kohlendioxid.
-
Acetogenese: Die flüchtigen Fettsäuren werden weiter in Essigsäure, Wasserstoff und Kohlendioxid umgewandelt.
-
Methanogenese: Schließlich wandeln Methanbildner die Essigsäure und die Gase in Methan und Kohlendioxid um, das als Biogas verwendet wird.
Die Effizienz des Biogasprozesses hängt von der Zusammensetzung des Substrats, der Temperatur und der Verweilzeit im Faulbehälter ab.
Einsatz von Biogasanlagen in der Abwasserbehandlung
Biogasanlagen werden häufig in der industriellen Abwasserbehandlung eingesetzt, insbesondere bei stark organisch belasteten Abwässern. Hierzu zählen Abwässer aus der Lebensmittel- und Getränkeindustrie, Molkereien, Zuckerindustrie und Schlachtereien, die hohe Mengen an organischem Material enthalten, das ideal für die Biogasproduktion ist.
-
Lebensmittelindustrie: Abwässer aus der Verarbeitung von Lebensmitteln, wie z.B. Süßmolke oder Abfälle aus der Fleischverarbeitung, enthalten hohe Mengen an Fetten, Proteinen und Kohlenhydraten, die durch anaerobe Vergärung in Biogas umgewandelt werden können.
-
Molkereien: In Molkereien entstehen Abwässer mit hohen Fett- und Proteingehalten, die durch eine Biogasanlage effizient behandelt werden können.
-
Zuckerindustrie: Abwässer, die bei der Zuckerherstellung entstehen, enthalten hohe Mengen an organischen Kohlenhydraten, die sich ideal zur Biogasproduktion eignen.
Anaerobe Verfahren in der Praxis
Anaerobe Verfahren sind insbesondere bei der Behandlung von hoch organisch belastetem Abwasser und organischen Abfällen in verschiedenen Industrien verbreitet. Die wichtigsten Anwendungen umfassen:
1. Anaerobe Abwasserbehandlung
Anaerobe Reaktoren werden häufig in Lebensmittel- und Getränkeindustrien, Molkereien, Papierfabriken und Biogasanlagen eingesetzt, um organische Stoffe im Abwasser abzubauen und gleichzeitig Energie in Form von Biogas zu gewinnen. Typische Reaktoren für anaerobe Prozesse sind:
UASB-Reaktoren (Upflow Anaerobic Sludge Blanket):
-
Der UASB-Reaktor (Upflow Anaerobic Sludge Blanket) ist eine anaerobe Reaktortechnologie, die sich durch eine effiziente Abwasserbehandlung und Biogasproduktion auszeichnet. Das Abwasser strömt in einem Gegenstromprinzip von unten nach oben durch den Reaktor, wo es auf eine Schlammschicht trifft, die aus granulierten anaeroben Mikroorganismen besteht. Diese Mikroorganismen bauen die organischen Stoffe im Abwasser unter anaeroben Bedingungen ab und produzieren Biogas, das hauptsächlich aus Methan und Kohlendioxid besteht.
Technische Spezifikationen:
- Durchflussrichtung: Von unten nach oben (Upflow)
- Hydraulische Verweilzeit: Typischerweise zwischen 6 und 12 Stunden
- Organische Beladungsrate: Bis zu 10 kg CSB/m³·d
- Temperaturbereich: Kann sowohl in mesophilen (30-40°C) als auch in thermophilen (50-60°C) Bereichen betrieben werden
- Gasproduktion: 0,25 bis 0,35 m³ Biogas pro kg abgebautem CSB
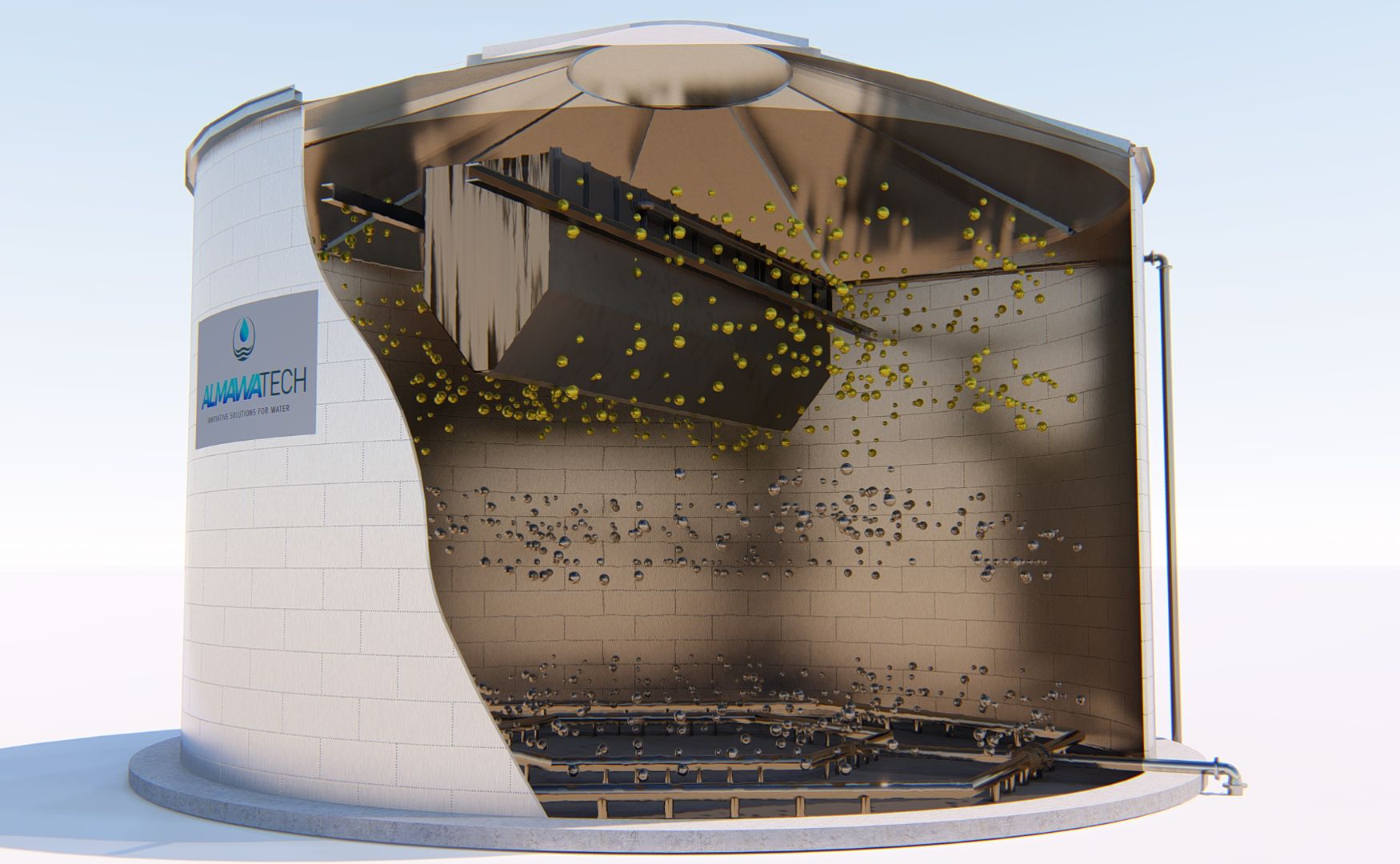
Foto: Schematische Darstellung unseres ALMA BIO UASB-Reaktors
EGSB-Reaktoren (Expanded Granular Sludge Bed):
Der EGSB-Reaktor (Expanded Granular Sludge Bed) ist eine Weiterentwicklung des UASB-Reaktors und zeichnet sich durch eine höhere Fließgeschwindigkeit und bessere Durchmischung aus. Im EGSB-Reaktor wird das Abwasser mit höherer Geschwindigkeit durch die granulierte Schlammschicht geführt, wodurch sich die hydraulische Verweilzeit reduziert und die organische Beladung gesteigert werden kann. Durch diese verbesserte Flüssigkeitszirkulation und Ausdehnung des Schlammbetts wird der Reaktor effizienter, insbesondere bei Abwässern mit sehr hoher organischer Belastung.
Technische Spezifikationen:
-
- Durchflussrichtung: Von unten nach oben, ähnlich wie beim UASB-Reaktor, jedoch mit höherer Fließgeschwindigkeit.
- Hydraulische Verweilzeit: Typischerweise zwischen 1 und 6 Stunden, abhängig von der Abwasserzusammensetzung.
- Organische Beladungsrate: Bis zu 30 kg CSB/m³·d
- Reaktorhöhe: EGSB-Reaktoren sind typischerweise höher als UASB-Reaktoren, was zu einer besseren Trennung von Schlamm und Abwasser führt.
- Gasproduktion: Ähnlich wie beim UASB-Reaktor, mit einer Gasproduktion von etwa 0,3 bis 0,35 m³ Biogas pro kg abgebautem CSB.
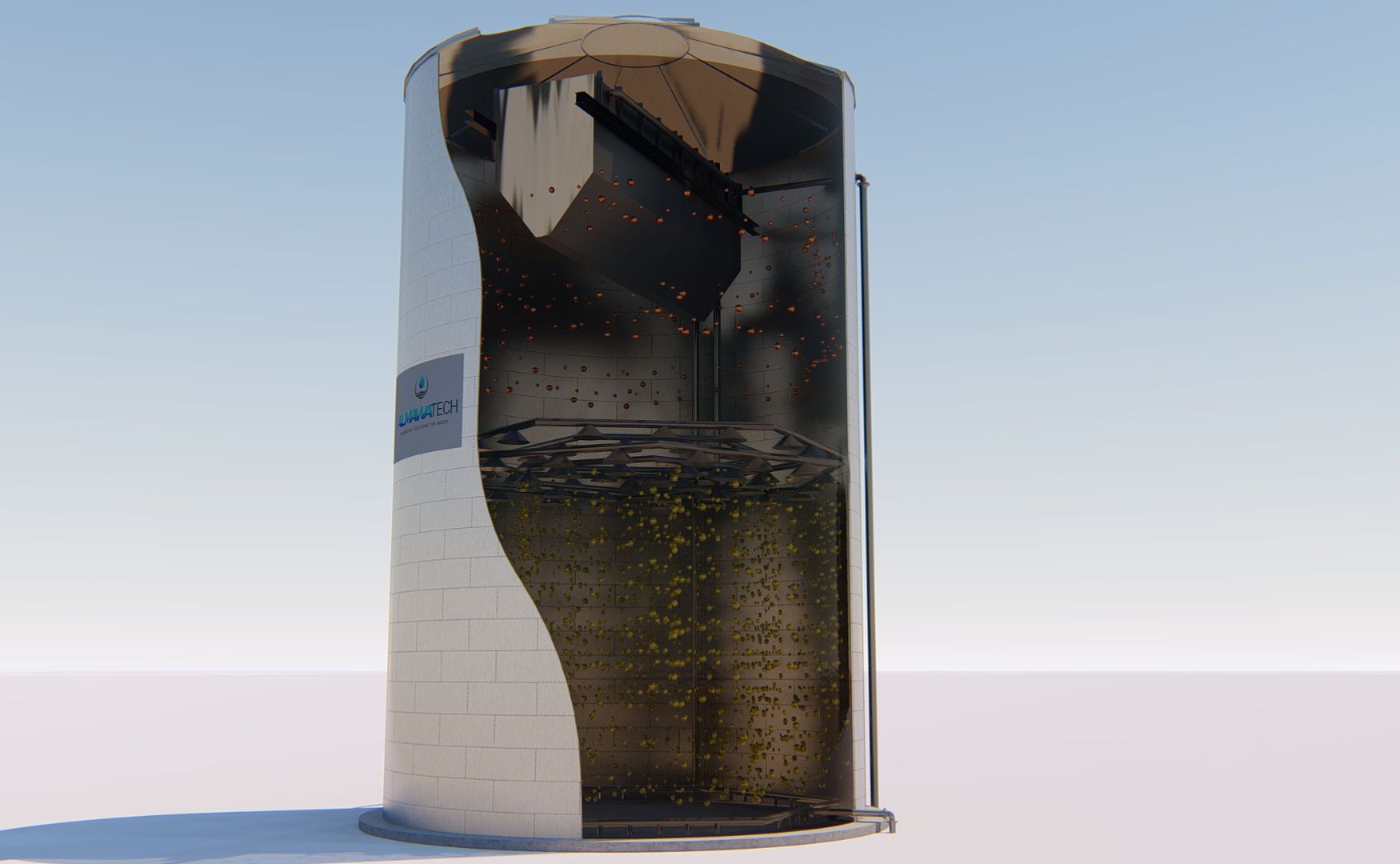
Foto: Schematische Darstellung unseres ALMA BHU BIO EGSB-Reaktors
Gasmischreaktoren:
In unserem ALMA BHU GMR (Gasmischreaktor) wird das Abwasser unter anaeroben Bedingungen effizient behandelt, wobei der Reaktor speziell für Abwässer mit hohen Calciumkonzentrationen entwickelt wurde. Die fortschrittliche Gasmischtechnologie des ALMA BHU GMR gewährleistet eine optimale Durchmischung der Reaktionsgase im Abwasser, was den biologischen Abbau und die Fällung von Calcium stark verbessert. Der Reaktor bietet eine besonders effiziente Lösung für Abwässer, die aufgrund hoher Calciumgehalte schwierig zu behandeln sind. Dabei wird nicht nur die organische Belastung des Abwassers reduziert, sondern auch eine gezielte Calciumfällung ermöglicht, die Ablagerungen in nachgeschalteten Anlagen verhindert. Dies sorgt für eine stabile Betriebsführung und reduziert die Wartungskosten erheblich. Der ALMA BHU GMR ist somit ideal für industrielle Anwendungen, bei denen hohe Calciumkonzentrationen im Abwasser eine zentrale Herausforderung darstellen.

Foto: Fotos von unserem anaeroben Gasmischreaktor ALMA BHU GMR
Vorteile anaerober Verfahren
Hohe Energieeffizienz:
- Durch die Erzeugung von Biogas kann anaerobe Abwasserbehandlung einen großen Teil des Energiebedarfs einer Anlage decken oder sogar überschüssige Energie produzieren.
Geringerer Sauerstoffbedarf:
- Da anaerobe Prozesse ohne Sauerstoff auskommen, sind sie besonders vorteilhaft in Bereichen, in denen der Energieaufwand für die Belüftung in aeroben Prozessen hoch ist.
Reduktion von Schlamm:
- Im Vergleich zu aeroben Verfahren erzeugen anaerobe Systeme weniger Überschussschlamm, was die Kosten für Schlammbehandlung und -entsorgung senkt.
Abbau schwer abbaubarer organischer Verbindungen:
- Anaerobe Mikroorganismen sind in der Lage, auch schwer abbaubare organische Stoffe zu verwerten, was diese Prozesse in bestimmten Industrieabfällen besonders wertvoll macht.
Herausforderungen anaerober Verfahren
Längere Reaktionszeiten:
- Anaerobe Prozesse sind oft langsamer als aerobe Verfahren, was zu längeren Verweilzeiten und größeren Reaktorvolumina führen kann.
Sensibilität gegenüber toxischen Substanzen:
- Anaerobe Mikroorganismen sind empfindlicher gegenüber toxischen Substanzen im Abwasser, was zu Prozessstörungen führen kann. Dies erfordert eine sorgfältige Überwachung und Steuerung der Zulaufkonzentrationen.
Fazit
Eine Biogasanlage stellt eine ideale Lösung zur Verwertung organischer Abwässer dar, insbesondere in der Lebensmittelindustrie, Molkereien und Zuckerproduktion. Neben der effizienten Abwasserreinigung ermöglicht die anaerobe Vergärung die Gewinnung von Energie in Form von Biogas, was sowohl die Betriebskosten senkt als auch einen wichtigen Beitrag zur Nachhaltigkeit leistet.
Für weiter Informationen zu unseren Produkten können Sie uns gerne jederzeit kontaktieren!